


Technology
The RENU™ Drying & Milling System
RENU™ (Rapid Extraction, Nutrient Upcycling) dries and mills in one quick step to transform and upcycle raw materials into powder. Because the RENU System processes material quickly without natural gas or extreme temperatures, it is energy efficient and has excellent nutrient retention of the input material. The resulting powders are pure, nutrient-dense, and ready for resale in many applications.

How It Works
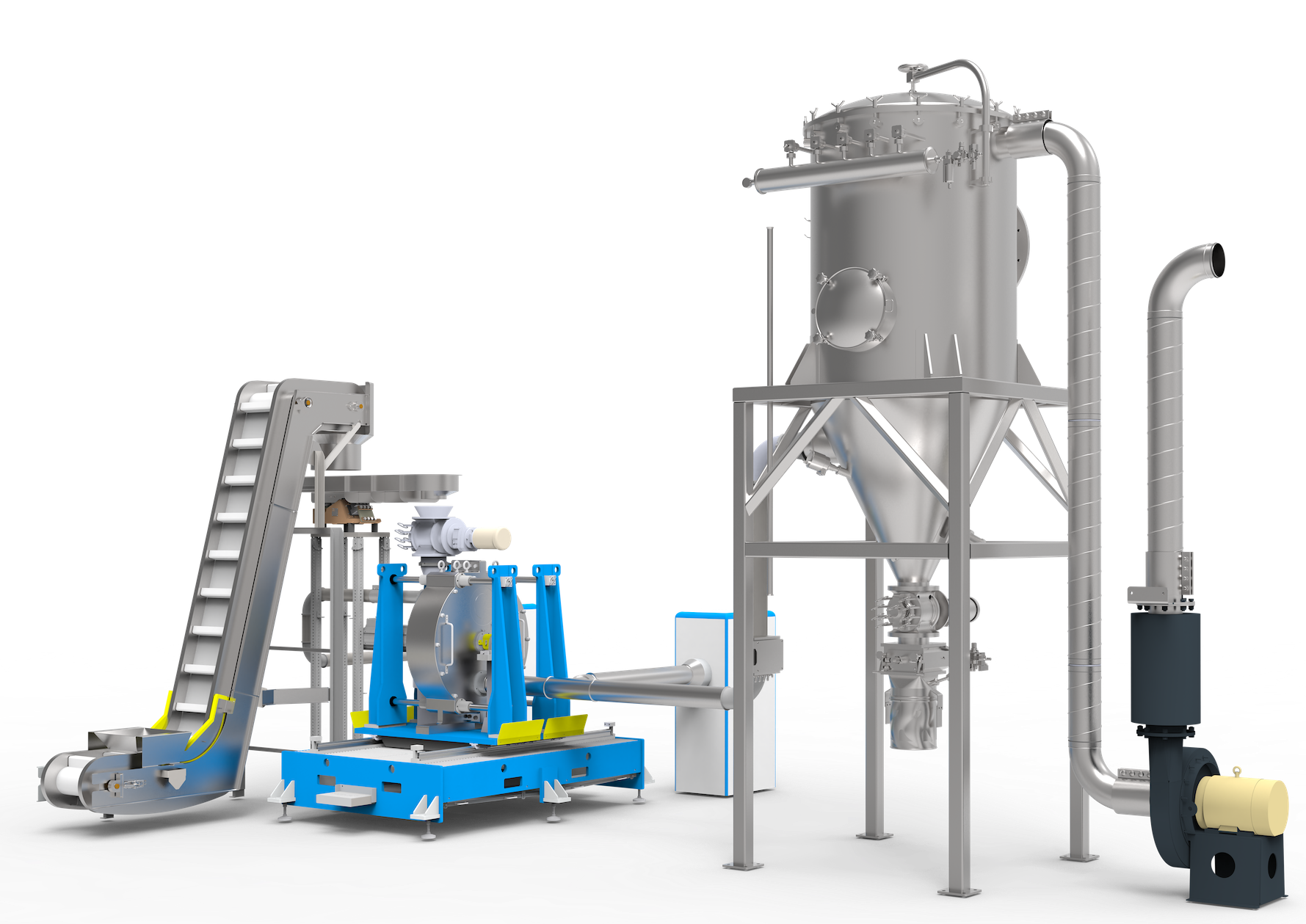
Our technology’s six key components work together to create the ideal powder for each product and desired application.
RENU™ System Components
-
Completely customizable, depending on product and conditions; may be designed for inline or batched processes.
-
Complete system control with one-touch interface monitors the output and optimizes system performance; provides Clean-In-Place technology.
-
A single-pass system that conditions incoming air to provide the optimal environment for moisture extraction.
-
Proprietary, revolutionary milling process; simultaneously extracts moisture from raw material and powderizes while retaining nutrients.
-
Allows for controlled separation of extracted moisture from the final powderized product.
-
Fully customizable; may be operated manually or automatically.

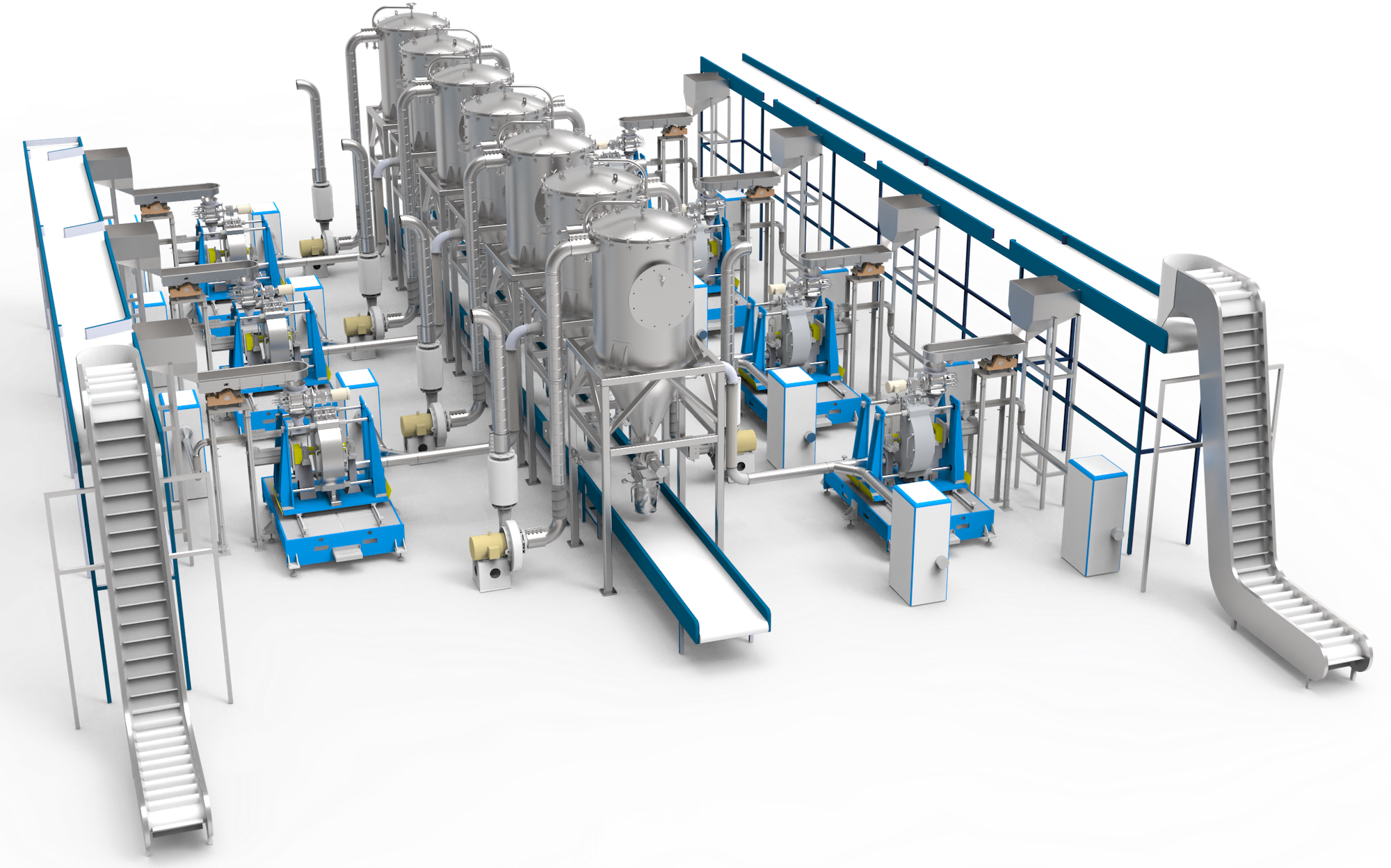
Scalability
RENU™ can easily be joined together for larger installations and batch processing. Here, we show configurations for 1-, 3-, and 7-system installations. We can also design a custom, multi-system installation to fit your facility's requirements.


Key Features
-
Dries and mills simultaneously
-
Powder is created from raw materials in seconds
-
Removes up to 99% of moisture from source material
-
Fully automated cleaning in 30 minutes or less
-
Retains nutrients due to low temperatures and fast processing
-
No natural gas results in low operating costs & eco-friendly manufacturing
-
One-touch controls are configured for your materials and outputs
Production Benefits
-
Occupies less than 1,000 sq. ft. and can scale up to meet larger volume requirements
-
Each system is custom designed to meet your production specifications
-
Upcycle and monetize side streams, byproducts, & excess production
-
Stainless steel supports clean-label, upcycled foods and food-grade facilities

Key Features

2-in-1
Functionality

Dries & mills simultaneously
Fast
Processing
Powder is created from raw materials in seconds
Moisture
Extraction
Removes up to 99% of moisture from source material
Clean-in-Place
Fully automated cleaning in 30 minutes or less
Nutrient
Retention
Retains nutrients due to low temperatures and fast processing
100%
Electric
No natural gas results in low operating costs & eco-friendly manufacturing
P20S
Operating System

One-touch controls are configured for your materials and outputs
Production Benefits

Scalable

Occupies less than 1,000 sq. ft. and can scale up to meet larger volume requirements
Customizable
Each system is custom designed to meet your production specifications
Sustainable
Reduces food waste; upcycles and monetizes side streams, byproducts, & excess production; energy efficient operation
Food Grade
Stainless steel supports clean-label, upcycled foods and food-grade facilities

Alternative to Traditional Drying Methods
Traditional drying methods consume copious amounts of time, square footage, and energy, depending on the method used.
-
Freeze dryers take hours to complete a single cycle, requiring vast amounts of real estate and energy. Then, if powder is the desired end product, dried food must also be milled. In contrast, RENU™ dries and mills in seconds.
-
Spray dryers have high overhead costs due to their immense energy requirements and high maintenance costs. In addition, their extreme operating temperatures degrade vital nutrients. Because RENU™ does not “cook” materials and uses no external heat or gas, it has excellent nutrient retention.
-
The high temperatures required in drum drying reduce food’s sensory profiles are compromised. RENU's™ low run temperatures and high speed of operation result in powders with excellent color, flavor, aroma, and nutrient retention.
-
Hammermills have high power requirements and do not dry food, so they are best used for grains and previously dried foods. RENU™ dries and mills concurrently in a single step. It transforms foods with up to 99% moisture to powders with as low as 1% moisture in seconds.
Benefits of Powderizing Side Streams
Boost Your Bottom Line
Instead of paying to landfill excess materials or making pennies on the dollar for livestock feed, transform your waste into a new profit center by powderizing and upcycling your side streams.
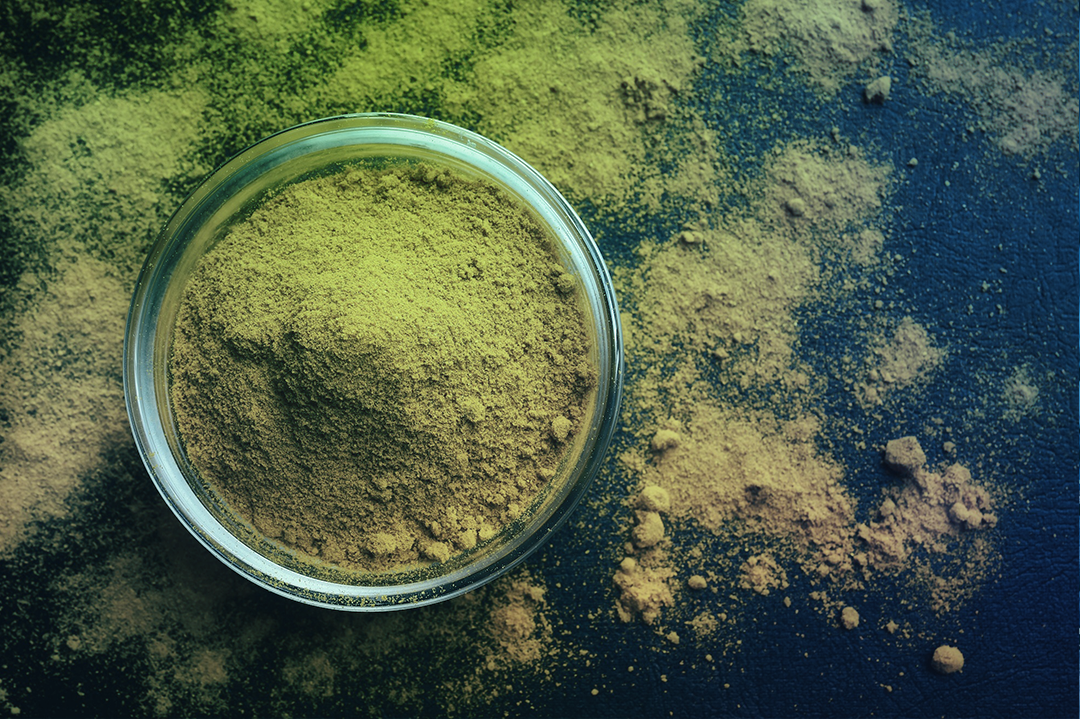
Create Valuable Powders
The powdered dietary supplements market is valued at $35.9 billion—and growing. Fruit and vegetable powders contain polyphenols and antioxidants, retailing for up to $50/lb. Powders are also used as natural ingredients in foods and beverages, pet foods, beauty products, plant-based proteins, or natural fabric dyes.
Reduce Waste, Improve Sustainability
Rescue your side streams from landfills and achieve your corporate sustainability goals. Reduce our collective carbon footprint and make a positive impact on the environment.
Contribute to the Upcycled Food Market
Upcycled foods create new, high-quality products from surplus foods. Powdered side streams are perfect as nutritious ingredients in upcycled foods. Whole Foods Market named upcycled foods one of the top 10 food trends of 2021, and the upcycled food market is worth $52.9 billion and growing.
Feed People
GTF-milled powders are shelf-stable and nutrient-dense. Our powders can be reconstituted and mixed with indigenous foods to fill bellies and improve nutrition in food deserts and famine-impacted areas. GTF has formed a non-profit to use excess powders to feed hungry people around the world.
Benefits for GTF Powder Customers
The powders generated by our RENU™ System can be used in many products:
Vitamins
Supplements
Nutraceuticals
Upcycled Foods
Beverages & Sports Drinks
Food Ingredients
Spices
Pet Foods
Biomaterials
Biofertilizers
Why GTF powders are superior to what’s currently on the market:
-
![Nutrients]()
Increased Nutrient Value
Because the GTF RENU™ System doesn’t use extreme temperatures, additives, or chemicals in the drying process, the resulting powders have excellent nutrient retention.
-
![Better Quality]()
Better Quality
Our powders are extremely close to the plant from which they are derived, which gives them a high sensory profile, with brilliant colors, intense aromas, and true flavors.
-
![]()
Long Shelf Life
The GTF RENU™ System extracts up to 99% of moisture, resulting in extended shelf life. This is particularly helpful for long-range shipping and storage in humid environments. Our powders take urgency out of the equation.
-
![]()
Sustainability
Most companies are striving to be more environmentally responsible, setting lofty goals to that end. By buying GTF powders, you are participating in the circular economy, reducing food waste and the associated greenhouse gasses that result from rotting food in landfills.




We can powderize virtually any plant material.
To discover the GTF difference, contact us for a powder sample and/or nutritional information about a specific product.